─│ÖC┤▓▀BĮėū∙┴Ń╝■Ą─╣ż╦ćęÄ│╠╝░ÖC┤▓ŖAŠ▀įOėŗ
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ─│ÖC┤▓▀BĮėū∙┴Ń╝■Ą─╣ż╦ćęÄ│╠╝░ÖC┤▓ŖAŠ▀įOėŗ
š¬ę¬
į┌╔·«a▀^│╠ųąŻ¼╩╣╔·«aī”Ž¾Ż©įŁ▓─┴ŽŻ¼├½┼„Ż¼┴Ń╝■╗“┐é│╔Ą╚Ż®Ą─┘|║═┴┐Ą─ĀŅæB░l╔·ų▒Įėūā╗»Ą─▀^│╠Įą╣ż╦ć▀^│╠Ż¼╚ń├½┼„ųŲįņŻ¼ÖCąĄ╝ė╣żŻ¼¤ß╠Ä└ĒŻ¼čb┼õĄ╚Č╝ĘQų«×ķ╣ż╦ć▀^│╠ĪŻį┌ųŲČ©╣ż╦ć▀^│╠ųąŻ¼ę¬┤_Č©Ė„╣żą“Ą─░▓čb╣ż╬╗║═įō╣żą“ąĶꬥ─╣ż▓ĮŻ¼╝ė╣żįō╣żą“Ą─ÖC▄ć╝░ÖC┤▓Ą─▀MĮo┴┐Ż¼ŪąŽ„╔ŅČ╚Ż¼ų„▌S▐D╦┘║═ŪąŽ„╦┘Č╚Ż¼įō╣żą“Ą─ŖAŠ▀Ż¼ĄČŠ▀╝░┴┐Š▀Ż¼▀Ćėąū▀ĄČ┤╬öĄ║═ū▀ĄČķLČ╚Ż¼ūŅ║¾ėŗ╦Ńįō╣żą“Ą─╗∙▒ŠĢrķgŻ¼▌oų·Ģrķg║═╣żū„ĄžĘ■äšĢrķgĪŻ
ĻPµIį~Ż║ ╣żą“Ż¼╣ż╦ćŻ¼╣ż▓ĮŻ¼╝ė╣żėÓ┴┐Ż¼Č©╬╗ĘĮ░ĖŻ¼ŖAŠo┴”
ABSTRACT
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
KeywordsŻ║ The process, worker one, worker's step , the surplus of processing, orient the scheme , clamp strength
─┐õø
Šwšō 3
Ą┌ę╗š┬ ┴Ń╝■Ą─Ęų╬÷ 5
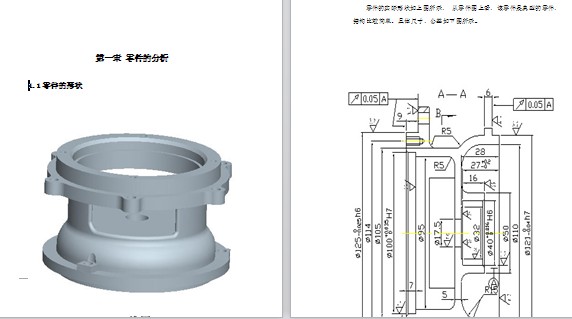
1.1┴Ń╝■Ą─ą╬ĀŅ 5
1.2┴Ń╝■Ą─╣ż╦ćĘų╬÷ 7
Ą┌Č■š┬ ├½┼„įOėŗ 9
2.1├½┼„Ą─▀xō± 9
2.2├½┼„│▀┤ń║═╣½▓Ņ 10
2.2.1┤_Č©├½┼„│▀┤ń 10
2.2.2┤_Č©├½┼„│▀┤ń╣½▓Ņ 10
2.3įOėŗ├½┼„łD 11
Ą┌╚²š┬ ÖCąĄ╝ė╣ż╣ż╦ć▀^│╠įOėŗ 13
3.1Č©╬╗╗∙£╩Ą─▀xō± 13
3.1.1Š½╗∙£╩Ą─▀xō± 13
3.1.2┤ų╗∙£╩Ą─▀xō± 14
3.2▒Ē├µ╝ė╣żĘĮĘ©Ą─▀xō± 14
3.2.1╝ė╣żĮøØ·Š½Č╚ 14
3.2.2▀xō±▒Ē├µ╝ė╣żĘĮĘ©æ¬┐╝æ]Ą─ę“╦ž 17
3.3╝ė╣żļAČ╬Ą─äØĘų 17
3.4╣żą“Ēśą“Ą─░▓┼┼ 19
3.4.1╣żą“Ēśą“░▓┼┼Ą─įŁät 19
3.4.3▌oų·╣żą“Ą─░▓┼┼ 20
3.5ųŲČ©╝ė╣ż╣ż╦ć┬ĘŠĆ 21
3.5.1öMČ©▒╚▌^ā╔ĘN╣ż╦ć┬ĘŠĆ 21
3.5.2öMČ©╣ż╦ć▀^│╠ 24
Ą┌╦─š┬ ╣żą“įOėŗ 26
4.1▀xō±ÖC┤▓Ż¼Ė∙ō■▓╗═¼Ą─╣żą“▀xō±ÖC┤▓ 26
4.1.1▄ć┤▓ė├CA6140 26
4.2╣ż╦ćčbéõĄ─▀xō± 27
4.2.1ĄČŠ▀Ą─▀xō± 27
4..2.2ŖAŠ▀Ą─▀xō± 28
4.2.3┴┐Š▀Ą─▀xō± 28
4.3┤_Č©ÖCąĄ╝ė╣żėÓ┴┐ 28
4.3.1┤_Č©╝ė╣żėÓ┴┐Ą─ĘĮĘ© 28
4.3.2ė░Ēæ╝ė╣żėÓ┴┐Ą─ę“╦ž 29
4.3.3┤_Č©╝ė╣żėÓ┴┐ 29
4.4╣żą“│▀┤ń╝░╣½▓ŅĄ─┤_Č© 30
4.4ŪąŽ„ė├┴┐Ą─▀xō± 31
Ą┌╬Õš┬ ╗∙▒ŠĢrķgĄ─┤_Č© 33
5.1ĢrķgČ©Ņ~Ą─Č©┴x 33
5.2ĢrķgČ©Ņ~Ą─ĮM│╔ 33
5.3╣żĢrČ©Ņ~Ą─ėŗ╦Ń 34
Ą┌┴∙š┬ ŖAŠ▀įOėŗ 35
6.1 Č©╬╗╗∙£╩Ą─▀xō± 35
6.2ē║Šoį¬╝■Ą─▀xō± 35
6.3ŪąŽ„┴”╝░ŖAŠo┴”Ą─ėŗ╦Ń 35
6.4š`▓ŅĘų╬÷┼cėŗ╦Ń 37
6.5ŖAŠ▀įOėŗ╝░▓┘ū„Ą─║å꬚f├„ 38
ĮYšō 39
ģó┐╝╬─½I 40
ų┬ųx 41
ĖĮŻ║▀BĮėū∙ÖCąĄ╝ė╣ż╣ż╦ć▀^│╠┐©Īó╣żą“┐©
.2┴Ń╝■Ą─╣ż╦ćĘų╬÷
ė╔┴Ń╝■łD┐╔ų¬Ż¼Ųõ▓─┴Ž×ķHT200Ż¼įō▓─┴Ž×ķ╗ęĶTĶFŻ¼Š▀ėą▌^Ė▀ÅŖČ╚Ż¼─═─źąįŻ¼─═¤ßąį╝░£pš±ąįŻ¼▀mė├ė┌│ą╩▄▌^┤¾æ¬┴”║═ę¬Ū¾─═─ź┴Ń╝■ĪŻ
▀BĮėū∙╣▓ėąā╔ĮM╝ė╣ż▒Ē├µŻ¼╦¹éāų«ķgėąę╗Č©Ą─╬╗ų├ę¬Ū¾ĪŻ¼FĘų╩÷╚ńŽ┬Ż║
(1)Ż«ū¾Č╦Ą─╝ė╣ż▒Ē├µŻ║
...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


