国产福利在线视频_欧美在线不卡_国产一区视频在线_天天操网_午夜av电影_国产久
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
╝╝ąg╬─Ön
ø_ē║─ŻŠ▀įOėŗ║═ųŲįņīŹ└²
╬─╝■┤¾ąĪ
Ż║ 2.84 MB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2015-05-20
░l ▓╝ ╚╦
Ż║ lengbingbing
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
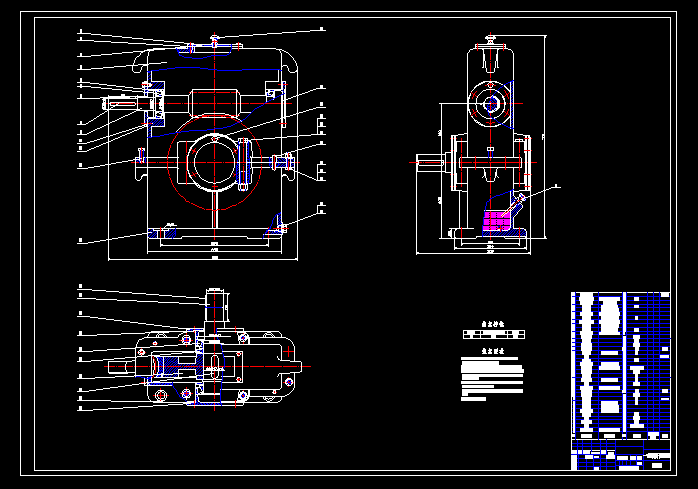
└²Ż║łD1╦∙╩Šø_▓├╝■Ż¼▓─┴Ž×ķA3Ż¼║±Č╚×ķ2mmŻ¼┤¾┼·┴┐╔·«aĪŻįćųŲČ©╣ż╝■ø_ē║╣ż╦ćęÄ│╠ĪóįOėŗŲõ─ŻŠ▀ĪóŠÄųŲ─ŻŠ▀┴Ń╝■Ą─╝ė╣ż╣ż╦ćęÄ│╠ĪŻ
┴Ń╝■├¹ĘQŻ║ų╣äė╝■
╔·«a┼·┴┐Ż║┤¾┼·
▓─┴ŽŻ║A3
▓─┴Ž║±Č╚Ż║t=2mm
ę╗Īóø_ē║╣ż╦ć┼c─ŻŠ▀įOėŗ
1.ø_ē║╝■╣ż╦ćĘų╬÷
ó┘▓─┴ŽŻ║įōø_▓├╝■Ą─▓─┴ŽA3õō╩ŪŲš═©╠╝╦žõōŻ¼Š▀ėą▌^║├Ą─┐╔ø_ē║ąį─▄ĪŻ
ó┌┴Ń╝■ĮYśŗŻ║įōø_▓├╝■ĮYśŗ║åå╬Ż¼▓óį┌▐DĮŪėą╦─╠ÄR2łAĮŪŻ¼▒╚▌^▀m║Žø_▓├ĪŻ
ó█│▀┤ńŠ½Č╚Ż║┴Ń╝■łD╔Ž╦∙ėą╬┤ūó╣½▓ŅĄ─│▀┤ńŻ¼ī┘ūįė╔│▀┤ńŻ¼┐╔░┤IT14╝ē┤_Č©╣ż╝■│▀┤ńĄ─╣½▓ŅĪŻ┐ū▀ģŠÓ12mmĄ─╣½▓Ņ×ķ-0.11Ż¼ī┘11╝ēŠ½Č╚ĪŻ▓ķ╣½▓Ņ▒Ē┐╔Ą├Ė„│▀┤ń╣½▓Ņ×ķŻ║
┴Ń╝■═Ōą╬Ż║65 mm 24 mm 30 mm R30 mm R2 mm
┴Ń╝■ā╚ą╬Ż║10 mm
┐ūą─ŠÓŻ║37Ī└0.31mm
ĮYšōŻ║▀m║Žø_▓├ĪŻ
2.╣ż╦ćĘĮ░Ė╝░─ŻŠ▀ĮYśŗŅÉą═
įō┴Ń╝■░³└©┬õ┴ŽĪóø_┐ūā╔éĆ╣żą“Ż¼┐╔ęį▓╔ė├ęįŽ┬╚²ĘN╣ż╦ćĘĮ░ĖŻ║
ó┘Ž╚┬õ┴ŽŻ¼į┘ø_┐ūŻ¼▓╔ė├å╬╣żą“─Ż╔·«aĪŻ
ó┌┬õ┴Ž-ø_┐ūÅ═║Žø_ē║Ż¼▓╔ė├Å═║Ž─Ż╔·«aĪŻ
ó█ø_┐ū-┬õ┴Ž▀B└mø_ē║Ż¼▓╔ė├╝ē▀M─Ż╔·«aĪŻ
ĘĮ░Ėó┘─ŻŠ▀ĮYśŗ║åå╬Ż¼Ą½ąĶę¬ā╔Ą└╣żą“Īóā╔╠ū─ŻŠ▀▓┼─▄═Ļ│╔┴Ń╝■Ą─╝ė╣żŻ¼╔·«aą¦┬╩▌^Ą═Ż¼ļyęįØMūŃ┴Ń╝■┤¾┼·┴┐╔·«aĄ─ąĶŪ¾ĪŻė╔ė┌┴Ń╝■ĮYśŗ║åå╬Ż¼×ķ╠ßĖ▀╔·«aą¦┬╩Ż¼ų„ę¬æ¬▓╔ė├Å═║Žø_▓├╗“╝ē▀Mø_▓├ĘĮ╩ĮĪŻė╔ė┌┐ū▀ģŠÓ│▀┤ń12 mmėą╣½▓Ņę¬Ū¾Ż¼×ķ┴╦Ė³║├Ąž▒ŻūC┤╦│▀┤ńŠ½Č╚Ż¼ūŅ║¾┤_Č© ė├Å═║Žø_▓├ĘĮ╩Į▀Mąą╔·«aĪŻ
╣ż╝■│▀┤ń┐╔ų¬Ż¼═╣░╝─Ż▒┌║±┤¾ė┌ūŅąĪ▒┌║±Ż¼×ķ▒Ńė┌▓┘ū„Ż¼╦∙ęįÅ═║Ž─ŻĮYśŗ▓╔ė├Ą╣čbÅ═║Ž─Ż╝░ÅŚąįąČ┴Ž║═Č©╬╗ßöČ©╬╗ĘĮ╩ĮĪŻ
3.┼┼śėįOėŗ
▓ķĪČø_ē║─ŻŠ▀įOėŗ┼cųŲįņĪĘ▒Ē2.5.2Ż¼┤_Č©┤Ņ▀ģųĄŻ║
ā╔╣ż╝■ķgĄ─┤Ņ▀ģŻ║a=2.2mm
╣ż╝■▀ģŠē┤Ņ▀ģŻ║a1=2.5mm
▓ĮŠÓ×ķŻ║32.2mm
Śl┴ŽīÆČ╚B=D+2a1
=65+2*2.5
=70 ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
ATOX50ę║ē║ŽĄĮy▓┘ū„šf├„.pdf
2
ATOX50ą═įŁ┴Ž┴ó─źĄ─╣żū„įŁ└Ē║═╠ž³c
3
ATOX375╔·┴Ž─ź═Ō裣hųąĘ█┴Ž▀^ČÓĄ─ĮŌ
4
ÜŌäėÖCąĄ╩ų▒█
5
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
6
HRM4800įŁ┴Ž┴ó─ź╩╣ė├╩ųāį
7
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
8
╚fŽ“╣Øé„äė▌SĄ─įOėŗšō╬─
9
┴ą╣▄╩ĮōQ¤ßŲ„įOėŗ
10
CK6163ą═öĄ┐žÖC┤▓«ģśIįOėŗšf├„Ģ°
Ė³ČÓ..
ūŅą┬╬─Ön
1
╩»ė═╗»╣ż╦■▒PįOėŗęÄČ©
2
┴„æB╗»╣ż│╠įŁ└Ē
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
░╦╬╗ęŲ╬╗▌ö│÷ąŠŲ¼į┌LED┤¾Ų┴─╗’@╩Šųą
5
ZJC901ŽĄ┴ą
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
THC400-26.1-1.6(1.6)-SSWōQ¤ßŲ„
8
2000m3Č■╝ū├čŪ“╣▐┘|┴┐ėŗäØ
9
400m3ę║░▒Ū“╣▐░▓čb╩®╣ż╣ż╦ć
10
čb┼õŃQ╣ż.pdf
¤ßķT╬─Ön
1
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
2
ÜŌäėÖCąĄ╩ų▒█
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
čb┼õŃQ╣ż.pdf
5
ÖC┤▓ŖAŠ▀įOėŗ╩ųāį Ą┌╚²░µ.pdf
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
8
ÖCąĄįOėŗĮ¹╝╔1000└².pdf
9
ÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāį.pdf
10
ūįäėŪą▓╦ÖCCAD╚½╠ūłD╝łŻ©╚▒┐éčbłDŻ®
ø_ē║─ŻŠ▀įOėŗ║═ųŲįņīŹ└²_Ž┬▌d(docĖ±╩Į) ╝╝ąg╬─Ön
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
99热成人精品热久久66
|
吃奶摸下的激烈视频
|
日本大片一级
|
四虎网站最新网址
|
亚洲五月六月丁香激情
|
九九久久国产精品大片
|
亚洲欧洲国产成人综合在线
|
日韩精品欧美精品中文精品
|
成人中文乱幕日产无线码
|
一区二区三区四区视频在线观看
|
欧美日韩亚洲一区
|
久久综合九色综合欧美狠狠
|
国产初高中生视频在线观看
|
成人网站在线进入爽爽爽
|
二区免费视频
|
欧洲亚洲一区二区三区
|
亚洲熟妇中文字幕五十中出
|
拍拍拍成人免费高清视频
|
亚洲国产一区二区三区最新
|
国产精品欧美一区二区在线看
|
亚洲天堂网在线视频
|
久久综合九色综合97婷婷女人
|
日韩精品无码av中文无码版
|
精品成人一区二区
|
亚洲国产成人精品小蝌蚪
|
中文字幕在线免费观看视频
|
国产av无码专区亚洲awww
|
国精产品一品二品国精品69xx
|
成人黄色一级片
|
国内一级特黄女人精品毛片
|
男人亚洲天堂
|
久草热在线
|
国产大尺度福利视频在线观看
|
久久发布国产伦子伦精品
|
曰韩无码无遮挡a级毛片
|
久播影院免费理论片成年看
|
亚洲av综合色区在线观看
|
中文字幕在线亚洲日韩6页 中文字幕在线一区
|
国产精品青草久久久久婷婷
|
免费黄色大片
|
在线播放国产麻豆
|
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


