ē|Ų¼ø_ē║─ŻŠ▀įO(sh©©)ėŗ(j©¼)
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®��Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ē|Ų¼ø_ē║─ŻŠ▀įO(sh©©)ėŗ(j©¼)
─┐õø
╦▄┴Ž─ŻįO(sh©©)ėŗ(j©¼)
─┐õø 2
ę╗���Īó ø_▓├╝■Ą─╣ż╦ćĘų╬÷ 6
1Īó╣ż╝■▓─┴Ž 6
2�Īó╣ż╝■ĮY(ji©”)śŗ(g©░u)ą╬ĀŅ 6
3�Īó╣ż╝■│▀┤ńŠ½Č╚ 7
Č■���Īó ø_▓├╣ż╦ćĘĮ░ĖĄ─┤_Č© 7
╚²����Īó ─ŻŠ▀ĮY(ji©”)śŗ(g©░u)ą╬╩ĮĄ─┤_Č© 8
╦─Īó ─ŻŠ▀┐é¾wįO(sh©©)ėŗ(j©¼) 9
1Īó─ŻŠ▀ŅÉą═Ą─▀xō± 9
2��Īó▓┘ū„┼cČ©╬╗ĘĮ╩Į 9
Ż©1Ż®�����Īó▓┘ū„ĘĮ╩Į 9
Ż©2Ż®���ĪóČ©╬╗ĘĮ╩Į 9
3��ĪóąČ┴ŽĪó│÷╝■ĘĮ╩Į. 9
Ż©1Ż®ĪóąČ┴ŽĘĮ╩Į 9
Ż©2Ż®Īó│÷╝■ĘĮ╩Į 10
4�Īó┤_Č©╦═┴ŽĘĮ╩Į 10
5��Īó┤_Č©ī¦(d©Żo)Ž“ĘĮ╩Į 10
╬ÕĪó ─ŻŠ▀įO(sh©©)ėŗ(j©¼)ėŗ(j©¼)╦Ń 11
1����Īó┼┼śė�����Īóėŗ(j©¼)╦ŃŚl┴ŽīÆČ╚Īó┤_Č©▓ĮŠÓĪó▓─┴Ž└¹ė├┬╩ 11
Ż©1Ż®����Īó┼┼śėĘĮ╩ĮĄ─▀xō± 11
Ż©2Ż®��Īóėŗ(j©¼)╦ŃŚl┴ŽīÆČ╚ 11
Ż©3Ż®���Īó┤_Č©▓ĮŠÓ 12
Ż©4Ż®����Īóėŗ(j©¼)╦Ń▓─┴Ž└¹ė├┬╩ 13
2Īóø_ē║┴”Ą─ėŗ(j©¼)╦Ń 15
Ż©1Ż®��Īóø_▓├┴”Ą─ėŗ(j©¼)╦Ń 15
Ż©2Ż®���ĪóąČ┴Ž┴”����ĪóĒö╝■┴”Ą─ėŗ(j©¼)╦Ń 15
3Īóē║┴”ųąą─Ą─┤_Č© 16
4�Īó─ŻŠ▀╚ą┐┌│▀┤ńĄ─ėŗ(j©¼)╦Ń 18
Ż©1Ż®���Īóø_▓├ķgŽČĘų╬÷ 18
Ż©2Ż®�����Īó┬õ┴Ž 19
Ż©3Ż®�Īóø_┐ū 20
5�ĪóąČ┴ŽŽ─zĄ─įO(sh©©)ėŗ(j©¼) 21
Ż©1Ż®ĪóąČ┴Ž░Õ╣żū„ąą│╠h 21
Ż©2Ż®ĪóąČ┴ŽŽ─z╣żū„ąą│╠H 21
Ż©3Ż®ĪóąČ┴ŽŽ─zūįė╔Ė▀Č╚H0 21
Ż©4Ż®�����ĪóąČ┴ŽŽ─zĄ─ŅA(y©┤)ē║┐s┴┐H1 21
Ż©5Ż®�Īó├┐éĆ(g©©)Ž─z╦∙│ą╩▄Ą─▌d║╔F1 22
Ż©6Ż®ĪóąČ┴ŽŽ─zĄ─═ŌÅĮD 22
Ż©7Ż®Īó▌^║╦ąČ┴ŽŽ─zūįė╔Ė▀Č╚H0 22
Ż©8Ż®���ĪóąČ┴ŽŽ─z░▓čbĖ▀Č╚H2 23
┴∙Īó ų„ę¬┴Ń▓┐╝■įO(sh©©)ėŗ(j©¼) 23
1Īó╣żū„┴Ń▓┐╝■Ą─ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼) 23
Ż©1Ż®��Īó░╝═╣─Ż 23
Ż©2Ż®�����Īó┬õ┴Ž░╝─Ż 23
Ż©3Ż®Īóø_┐ū═╣─Ż 25
2��ĪóąČ┴Ž▓┐╝■Ą─įO(sh©©)ėŗ(j©¼) 25
Ż©1Ż®�ĪóąČ┴Ž░ÕĄ─įO(sh©©)ėŗ(j©¼) 25
Ż©2Ż®ĪóąČ┴Ž┬▌ßö?sh©┤)─▀xė├ 25
3����Īó─Ż╝▄ęį╝░Ųõ╦¹┴Ń▓┐╝■Ą─▀xė├ 25
Ų▀�����Īó ų„ę¬┴Ń▓┐╝■įO(sh©©)ėŗ(j©¼) 26
1Īó╣żū„┴Ń╝■Ą─ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼) 26
Ż©1Ż®�����Īó═╣░╝─Ż 26
Ż©2Ż®���Īó┬õ┴Ž░╝─Ż 26
Ż©3Ż®����Īóø_┐ū░╝─Ż 28
2ĪóąČ┴Ž▓┐╝■Ą─įO(sh©©)ėŗ(j©¼) 28
Ż©1Ż®��ĪóąČ┴Ž░ÕĄ─įO(sh©©)ėŗ(j©¼) 28
Ż©2Ż®���ĪóąČ┴Ž┬▌ßö?sh©┤)─▀xė├ 28
3�Īó─Ż╝▄╝░Ųõ╦¹┴Ń▓┐╝■Ą─▀xė├ 29
░╦Īó ąŻ║╦─ŻŠ▀ķ]║ŽĖ▀Č╚╝░ē║┴”ÖC(j©®)ėąĻP(gu©Īn)ģóöĄ(sh©┤) 29
1����ĪóąŻ║╦─ŻŠ▀ķ]║ŽĖ▀Č╚ 29
2�Īóø_ē║įO(sh©©)éõĄ─▀xČ© 30
Š┼����Īó įO(sh©©)ėŗ(j©¼)▓ó└LųŲ─ŻŠ▀┐éčbłD�����Īó▀x╚Īś╦(bi©Īo)£╩(zh©│n)╝■ 30
╩«�����Īó └LųŲĘŪś╦(bi©Īo)£╩(zh©│n)╝■┴Ń╝■łD 30
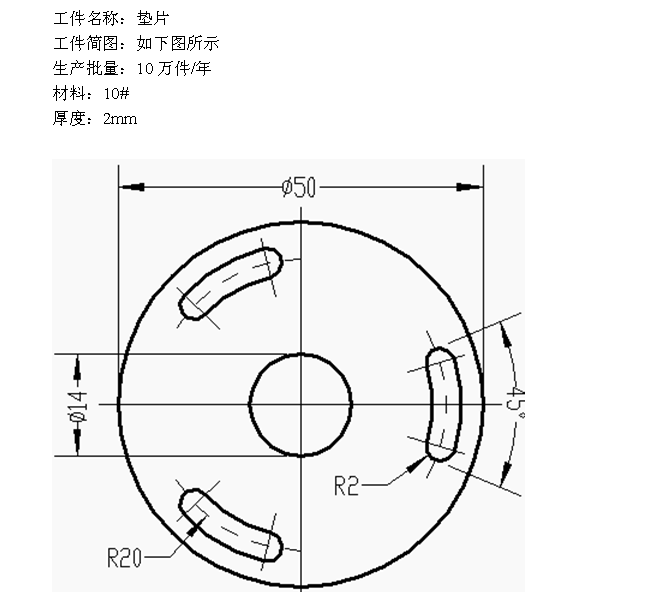
1Īó╣ż╝■▓─┴Ž
ė╔łD1Ęų╬÷ų¬Ż║10#õō×ķā×(y©Łu)┘|(zh©¼)╠╝╦žĮY(ji©”)śŗ(g©░u)õō�Ż¼Š▀ėą┴╝║├Ą─╦▄ąįąį�����Īó║ĖĮėąįęį╝░ē║┴”╝ė╣żąįŻ¼ų„ę¬ė├ė┌ųŲū„ø_ō¶╝■��ĪóŠo╣╠╝■���Īó║ĖĮė╝■����Ż¼╚ńē|Ų¼Īóē|╚”Ą╚ĪŻ▀m║Žø_▓├╝ė╣ż�����ĪŻ
2Īó╣ż╝■ĮY(ji©”)śŗ(g©░u)ą╬ĀŅ
╣ż╝■ĮY(ji©”)śŗ(g©░u)ą╬ĀŅŽÓī”(du©¼)║å(ji©Żn)å╬����Ż¼ėą╚²éĆ(g©©)łA╗Īą╬┐ū║═ę╗éĆ(g©©)łA┐ū�Ż¼┐ū┼c▀ģŠēų«ķgĄ─ŠÓļxØMūŃę¬Ū¾��Ż¼┴Ž║±×ķ2mmØMūŃįSė├▒┌║±ę¬Ū¾Ż©┐ū┼c┐ūų«ķgĪó┐ū┼c▀ģŠēų«ķgĄ─▒┌║±Ż®Ż¼┐╔ęįø_▓├╝ė╣ż��ĪŻ
3����Īó╣ż╝■│▀┤ńŠ½Č╚
Ė∙ō■(j©┤)┴Ń╝■łD╔Ž╦∙ūó│▀┤ńŻ¼╣ż╝■ę¬Ū¾▓╗Ė▀Ż¼│▀┤ńŠ½Č╚ę¬Ū¾▌^Ą═Ż¼Ųš═©ø_▓├═Ļ╚½┐╔ęįØMūŃę¬Ū¾�����ĪŻ
Ė∙ō■(j©┤)ęį╔ŽĘų╬÷Ż║įō┴Ń╝■ø_▓├╣ż╦ćąį▌^║├���Ż¼ŠC║Žįu(p©¬ng)▒╚▀mę╦ø_▓├╝ė╣ż���ĪŻ
Č■����Īóø_▓├╣ż╦ćĘĮ░ĖĄ─┤_Č©
ĘĮ░Ėę╗Ż║Ž╚ø_┐ūŻ¼║¾┬õ┴ŽĪŻå╬╣żą“─Ż╔·«a(ch©Żn)���ĪŻ
ĘĮ░ĖČ■Ż║ø_┐ūĪ¬┬õ┴ŽÅ═(f©┤)║Žø_ē║ĪŻÅ═(f©┤)║Ž─Ż╔·«a(ch©Żn)ĪŻ
ĘĮ░Ė╚²Ż║ø_┐ūĪ¬┬õ┴Ž╝ē(j©¬)▀M(j©¼n)ø_ē║��ĪŻ╝ē(j©¬)▀M(j©¼n)─Ż╔·«a(ch©Żn)�ĪŻ
▒Ē3 Ė„ŅÉ─ŻŠ▀ĮY(ji©”)śŗ(g©░u)╝░╠ž³c(di©Żn)▒╚▌^
─ŻŠ▀ĘNŅÉ▒╚▌^ĒŚ(xi©żng)─┐ å╬╣żą“─Ż
Ż©¤o(w©▓)ī¦(d©Żo)Ž“Ż®Ż©ėąī¦(d©Żo)Ž“Ż® ╝ē(j©¬)▀M(j©¼n)─Ż Å═(f©┤)║Ž─Ż
┴Ń╝■╣½▓ŅĄ╚╝ē(j©¬) Ą═ ę╗░Ń ┐╔▀_(d©ó)IT13Ī½I(xi©żn)T10╝ē(j©¬) ┐╔▀_(d©ó)IT10Ī½I(xi©żn)T8╝ē(j©¬)
┴Ń╝■╠ž³c(di©Żn) │▀┤ń▓╗╩▄Ž▐ųŲ║±Č╚▓╗╩▄Ž▐ųŲ ųąąĪą═│▀┤ń║±Č╚▌^║± ąĪ┴Ń╝■║±Č╚0.2Ī½6mm┐╔╝ė╣żÅ═(f©┤)ļs┴Ń╝■Ż¼╚ńīÆČ╚śOąĪĄ─«Éą╬╝■ ą╬ĀŅ┼c│▀┤ń╩▄─ŻŠ▀ĮY(ji©”)śŗ(g©░u)┼cÅŖ(qi©óng)Č╚Ž▐ųŲŻ¼│▀┤ń┐╔ęį▌^┤¾�Ż¼║±Č╚┐╔▀_(d©ó)3mm
┴Ń╝■ŲĮ├µČ╚ Ą═ ę╗░Ń ųąąĪą═╝■▓╗ŲĮų▒�Ż¼Ė▀┘|(zh©¼)┴┐ųŲ╝■ąĶ▌^ŲĮ ė╔ė┌ē║┴Žø_╝■Ą─═¼Ģr(sh©¬)Ą├ĄĮ┴╦▌^ŲĮ�Ż¼ųŲ╝■ŲĮų▒Č╚║├ŪęŠ▀ėą┴╝║├Ą─╝¶ŪąöÓ├µ
╔·«a(ch©Żn)ą¦┬╩ Ą═ ▌^Ą═ ╣żą“ķgūįäė(d©░ng)╦═┴ŽŻ¼┐╔ęįūįäė(d©░ng)┼┼│²ųŲ╝■Ż¼╔·«a(ch©Żn)ą¦┬╩Ė▀ ø_╝■▒╗Ēö?sh©┤)Į─ŻŠ▀╣żū„▒Ē├µ╔ŽŻ¼▒žĒÜ╩ųä?d©░ng)╗“ÖC(j©®)ąĄ┼┼│²��Ż¼╔·«a(ch©Żn)ą¦┬╩▌^Ą═
░▓╚½ąį ▓╗░▓╚½����Ż¼ąĶ▓╔╚Ī░▓╚½┤ļ╩® ▒╚▌^░▓╚½ ▓╗░▓╚½Ż¼ąĶ▓╔╚Ī░▓╚½┤ļ╩®
─ŻŠ▀ųŲįņ╣żū„┴┐║═│╔▒Š Ą═ ▒╚¤o(w©▓)ī¦(d©Żo)Ž“Ą─╔įĖ▀ ø_▓├║å(ji©Żn)å╬Ą─┴Ń╝■Ģr(sh©¬)Ż¼▒╚Å═(f©┤)║Ž─ŻĄ═ ø_▓├▌^Å═(f©┤)ļs┴Ń╝■Ģr(sh©¬)���Ż¼▒╚╝ē(j©¬)▀M(j©¼n)─ŻĄ═
▀mė├ł÷(ch©Żng)║Ž ┴Ž║±Š½Č╚ę¬Ū¾Ą═Ą─ąĪ┼·┴┐ø_╝■Ą─╔·«a(ch©Żn) ┤¾┼·┴┐ąĪą═ø_ē║╝■Ą─╔·«a(ch©Żn) ą╬ĀŅÅ═(f©┤)ļs��Ż¼Š½Č╚ę¬Ū¾▌^Ė▀�����Ż¼ŲĮų▒Č╚ę¬Ū¾Ė▀Ą─ųąąĪą═ųŲ╝■Ą─┤¾┼·┴┐╔·«a(ch©Żn)
Ė∙ō■(j©┤)Ęų╬÷ĮY(ji©”)║Ž▒ĒĘų╬÷Ż║
ĘĮ░Ėę╗─ŻŠ▀ĮY(ji©”)śŗ(g©░u)║å(ji©Żn)å╬Ż¼ųŲįņų▄Ų┌Č╠�Ż¼ųŲįņ║å(ji©Żn)å╬��Ż¼Ą½ąĶę¬ā╔Ė▒─ŻŠ▀Ż¼│╔▒ŠĖ▀Č°╔·«a(ch©Żn)ą¦┬╩Ą═����Ż¼ļyęįØMūŃ┤¾┼·┴┐╔·«a(ch©Żn)Ą─ę¬Ū¾����ĪŻ
ĘĮ░Ė╚²ų╗ąĶę╗Ė▒─ŻŠ▀����Ż¼╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼▓┘ū„ĘĮ▒Ń���Ż¼Š½Č╚ę▓─▄ØMūŃę¬Ū¾Ż¼Ą½─ŻŠ▀▌å└¬│▀┤ń▌^┤¾��Ż¼ųŲįņÅ═(f©┤)ļs���Ż¼│╔▒Š▌^Ė▀��ĪŻ
ĘĮ░ĖČ■ę▓ų╗ąĶę╗Ė▒─ŻŠ▀�Ż¼ųŲ╝■Š½Č╚║═╔·«a(ch©Żn)ą¦┬╩Č╝▌^Ė▀����Ż¼Ūę╣ż╝■ūŅąĪ▒┌║±┤¾ė┌═╣░╝─ŻįSė├ūŅąĪ▒┌║±─ŻŠ▀ÅŖ(qi©óng)Č╚ę▓─▄ØMūŃę¬Ū¾ĪŻø_▓├╝■Ą─ā╚(n©©i)┐ū┼c▀ģŠēĄ─ŽÓī”(du©¼)╬╗ų├Š½Č╚▌^Ė▀��Ż¼░Õ┴ŽĄ─Č©╬╗Š½Č╚▒╚ĘĮ░Ė╚²Ą═��Ż¼─ŻŠ▀▌å└¬│▀┤ń▌^ąĪ���Ż¼ųŲįņ▒╚ĘĮ░Ė╚²║å(ji©Żn)å╬�ĪŻ
═©▀^(gu©░)ī”(du©¼)╔Ž╩÷╚²ĘNĘĮ░ĖĄ─Ęų╬÷▒╚▌^���Ż¼įō╣ż╝■Ą─ø_ē║╔·«a(ch©Żn)▓╔ė├ĘĮ░ĖČ■×ķ╝č���ĪŻ ...
 ¤ßķT(m©”n)ĻP(gu©Īn)µIį~Ż║
¤ßķT(m©”n)ĻP(gu©Īn)µIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)

