国产福利在线视频_欧美在线不卡_国产一区视频在线_天天操网_午夜av电影_国产久
<noscript id="9qgfh"><i id="9qgfh"></i></noscript>
<blockquote id="9qgfh"></blockquote>
<address id="9qgfh"></address>
<blockquote id="9qgfh"><center id="9qgfh"><table id="9qgfh"></table></center></blockquote>
<var id="9qgfh"><dl id="9qgfh"></dl></var>
<var id="9qgfh"><dl id="9qgfh"></dl></var>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
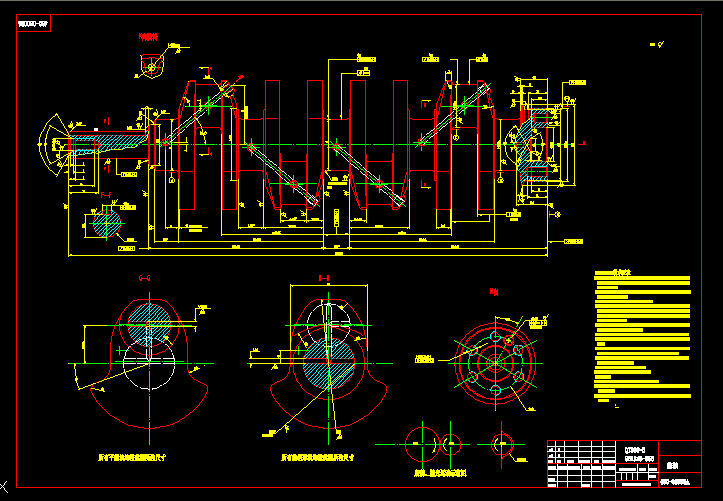
480-05008AŲ¹▄ćŪ·▌S┴Ń╝■łD
╬─╝■┤¾ąĪ
Ż║ 225.72 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2015-05-07
░l ▓╝ ╚╦
Ż║ 2907301063
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
╝╝ągę¬Ū¾
1.Ū·▌S├½┼„ė├ŃŖą═Å═╔░ĶTæBŪ·▌SŻ¼┼Ų╠¢×ķQT800-3Ż¼ė▓Č╚ę¬Ū¾HB240-300Ż¼į┌└Ł╔ņįć░¶Č╦▓┐Öz▓ķĪŻÖCąĄąį─▄ę¬Ū¾├┐ĀtÖz“ׯ¼įćēKļSą═Ø▓ūóŻ¼ÖCąĄąį─▄║ŽĖ±ĘĮ┐╔Į╗ÄņĪŻ╚ń▓╗║ŽĖ±Ż¼į╩įSĘĄ╣żĪŻ
2.ĶT│÷ĶTæBĢrĄ─ĮŽÓ’@╬óĮM┐Ś░┤GB9441-88ĪČŪ“─½ĶTĶFĮŽÓÖz“×ĪĘÖz▓ķŪ“╗»Ą╚╝ē1Ī½3Ż╗╩»─½┤¾ąĪ5Ī½8ŅÉŻ╗ųķ╣Ō¾w║¼
┴┐ŻŠ80%Ż¼ĶF╦ž¾w║¼┴┐Ī▄20%Ż¼ØB╠╝¾w+┴ū╣▓Š¦Ż╝3ĪŻ
3.Ū·▌S├½┼„æ¬ū„ćŖ═Ķ╗“ćŖ╔░╠Ä└ĒĪŻĶT╝■į┌Ū·▌Sųž»B▓┐╬╗║═Ė„▌SŅi╝░ŲõłAĮŪ╠Ä▓╗Ą├ėą┐s┐ūŻ¼┴č╝yŻ¼ĮY░╠Ż¼ŖAļs╬’Ą╚ė░ĒæŲŻä┌ÅŖČ╚Ą─ĶTįņ╚▒Ž▌ĪŻŪ·▌S▓╗╝ė╣ż▒Ē├µ╚¶ėą├½┤╠Ż¼ĮY░╠Ż¼š│╔░Ż¼ĮY╔░Ą╚╚▒Ž▌Ż¼▒žĒÜ╝ėęįŪÕ│²ĪŻŪ·▌SŲĮ║ŌēKį╩įSėąūŅ┤¾│▀┤ń┤¾ė┌╗“Ą╚ė┌2Ą─ÜŌ┐ū╗“Ųõ╦¹▒Ē├µ╚▒Ž▌ĪŻ
4.Š½╝ė╣ż║¾░┤NJ318-84ĪČ▓±ė═ÖCŪ“─½ĶTĶFŪ·▌SŻ¼═╣▌å▌S┤┼Ę█╠Įé¹╝╝ągŚl╝■ĪĘĄ─ęÄČ©▀Mąą╠Įé¹Öz“ׯ¼┤┼Ę█╠Įé¹║¾æ¬Įø═╦┤┼╠Ä└ĒĪŻ
5.═╦┤┼║¾ū„═©░▒Ą╬┤╝ÜŌ¾w▄øĄ¬╗»ÅŖ╗»╠Ä└ĒŻ¼Ą¬╗»ę¬Ū¾░┤NJ24-86ĪČŪ·▌S╝╝ągŚl╝■ĪĘĪŻ
6.Ą¬╗»╠Ä└Ē║¾Ż¼æ¬ūą╝ÜŪÕ│²ØÖ╗¼ė═Ą└ā╚║═Ė„▓┐╬╗Ą─Įī┘ą╝╝░ļs╬’Ż¼ęį▒ŻūCė═Ą└Ą─ŪÕØŹĢ│═©ĪŻ
7.Š½╝ė╣ż║¾ąĶū„äėŲĮ║Ōįć“ׯ║▓╗ŲĮ║Ō┴┐ąĪė┌╗“Ą╚ė┌15g-cmŻ¼ ┐╔į┌ŲĮ║ŌēK═ŌłA├µ╔ŽŃ@┐ūąŻš²Ż¼Ųõ┐ūÅĮąĪė┌╗“Ą╚ė┌10Ż¼┐ū╔ŅąĪė┌╗“Ą╚ė┌20Ż¼┐ūŠÓ┤¾ė┌╗“Ą╚ė┌25
8.Ū·▌SµI▓█ųąą─ŠĆ║═Ė„éĆŪ·▒·õN▌SŠĆī”Ą┌ę╗Ū·▒·õN▌SŠĆĄ─ĮŪČ╚Ų½▓ŅĪ└20ĪõĪŻ”Ą6ė═┐ūį┌╚╬║╬ĘĮŽ“Ą─Ų½ęŲąĪė┌╗“Ą╚ė┌1ĪŻ
9.╬┤ūóĶTįņłAĮŪR3Ī½ŻĄ,░╬─Żą▒Č╚1ĪŃĪ½Ż▓ĪŃĪŻ
10.╚½▓┐┬▌┐ū┐ū┐┌Ą╣ĮŪ120ĪŃų┴┬▌╝y═ŌÅĮŻ╗▒Ē├µ┤ų▓┌
Č╚Ra12.5ĪŻ
11. ”Ą85h6( )═ŌłAį┌Š½─ź║═Æü╣ŌĢr▓╗į╩įS▌SŽ“ū▀ĄČĪŻ
12.─źŽ„ĪóÆü╣ŌĖ„▌SŅi║═”Ą85h6═ŌłAĢrŻ¼╔░▌å╗“Æü╣Ō╣żŠ▀Ą─▀\äėæ¬Ę¹║ŽłD╩ŠęÄČ©ĪŻ(Å─Ū·▌Sūįė╔Č╦┐┤)
13.Ū·▌SĮøÜŌ¾w▄øĄ¬╗»║¾Ż¼ŲõłA╠°äė░┤JB/NQ62.1-87ĪČā╚╚╝ÖCŪ·▌S«aŲĘ┘|┴┐ĘųĄ╚ś╦£╩ĪĘĄ─ęÄČ©ĪŻ
...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
╗Ņąį╠┐╬³ĖĮŽõ
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
5
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
6
Ė▀Ņlš±äė├ō╦«║YĪĪ╚½╠ū CAD ĪĪłD╝ł.
7
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
8
HP70707Ė▀ē║╝ė¤ßŲ„┐éčbłD
9
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
10
ļp╬³ļxą─▒├KQSN350-M9-433cadłD╝łd
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀Ą═ē║┼õļŖŽĄĮyłD
2
Ž┤░ÕÖC
3
ą²’L│²ēm
4
äėæB▀xĘ█ÖC
5
22224ŽĄ┴ąŲżÄ¦ÖCØL═▓
6
0.8t-hø_╠ņĀtŻ©Č■┼┼┤¾ķgŠÓ╗ŅäėĀtĖū
7
0.75-4揥ūū∙CADłD╝ł
8
00£p╦┘ÖC┐éčbłDCADłD╝ł
9
0.75-4揥ūū∙CADłD╝ł
10
(└õä®╬³╚ļ╣▐)CADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
╗ņ║ŽÖC╚½╠ūłD╝ł
3
ņF┼┌╩®╣żłD
4
12#╦╔╩¾å╬╣▄CADłD-1.dwg
5
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
6
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
7
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
8
ļpō¶łAų∙²X▌å£p╦┘Ų„čb┼õłD╝łA0CADłD
9
Č■╝ēłAų∙ą▒²X▌å£p╦┘Ų„čb┼õłD╝łA1ca
10
LSS200¤o▌S┬▌ą²
480-05008AŲ¹▄ćŪ·▌S┴Ń╝■łD_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
成人a级毛片免费观看
|
欧美丰满少妇xxxx性
|
18禁无遮挡无码网站免费
|
91新地址
|
182福利视频在线观看黄
|
国产精品乱
|
日韩欧美亚洲每日更新网
|
国产精品亚洲综合久久
|
免费国产最新进精品视频
|
日韩少妇内射免费播放18禁裸乳
|
国产成人精品免费视
|
国产激情无码视频在线播放性色
|
99re久久在热线播放最新地址
|
亚洲精品在线不卡
|
中文字幕日韩精品无码内射
|
精品久久久久久久一区二区伦理
|
99久久国产免费福利
|
美女大量吞精在线观看456
|
91亚洲精品丁香在线观看
|
r级无码视频在线观看
|
国自产拍偷拍精品啪啪模特
|
一级毛片在线不卡直接观看
|
日韩人妻高清精品专区
|
男女乱婬真视频
|
99热精品在线观看
|
青青青手机在线视频
|
亚洲国产成人精品动漫
|
国产成人午夜极速观看
|
小明免费视频一区二区
|
亚洲av午夜福利精品一区人妖
|
国产精品爆乳在线播放
|
亚洲日本中文字幕天天更新
|
大地资源网中文第五页
|
影音先锋无码aⅴ男人资源站
|
男女交性视频免费播放视频
|
毛片免费基地
|
丁香激情综合网
|
成人不卡在线
|
欧美日韩国产成人综合在线
|
久久er热这里只有精品23
|
亚洲欧美中文日韩v在线观看
|
<output id="2tuyt"><li id="2tuyt"></li></output>
<blockquote id="2tuyt"></blockquote>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


