活性炭過濾器 31AV2193-1301.6
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
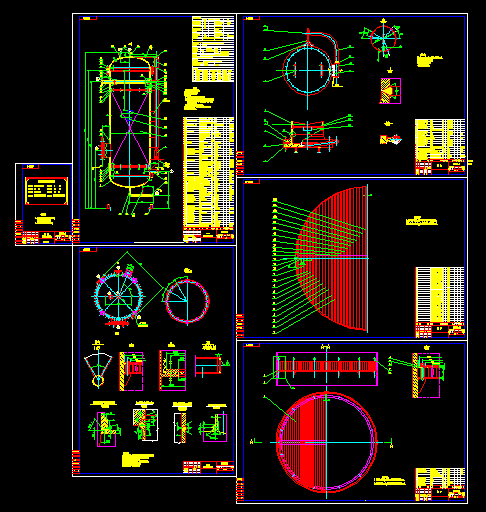
- 技術要求
1.排污口上端面應低于筒體內表面;
2.所有焊接接頭為全焊透形勢;
3.管法蘭螺栓孔應夸中分布。
4.熱處理要求:
a. 焊后熱處理溫度應按標準要求盡可能取上限;
b. 焊后熱處理應在焊接工作(包括鞍座墊板和吊耳墊板與筒體的焊接) 全部結束并檢測合格后,于耐壓試驗前進行,最終熱處理后不得在殼體上任意進行施焊。
c. 熱處理后不允許在接觸介質一側打鋼印。
5. 未注尺寸公差按GB/T1804-200標準中m級制造;
6. L為千斤頂的自然長度。
7.焊接采用手工焊,坡口型式及焊條按焊接工藝。
8.焊接按焊接工藝,未注焊角高度為相焊件較薄者的厚度,且為連續焊。
9.所有螺栓孔均應跨設備中心線分布。 ...
活性炭過濾器 31AV2193-1301.6_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
在线亚洲欧美性天天影院
|
亚洲欧洲国产精品香蕉网
|
日产免费线路一二区一去
|
99热这里只有精品在线播放
|
国产爆乳美女娇喘呻吟
|
青青草国产免费久久久91
|
狠狠成人|
无码人妻aⅴ一区二区三区
无码人妻aⅴ一区二区三区69岛
|
国产精品人妻一区二区三区四
|
成人免费无码大片a毛片抽搐色欲
|
香蕉草草久在视频在线播放
|
西西人体www大胆高清
|
日本爱爱片
|
国产精品爱久久久久久久
|
亚洲精品久久久久久婷婷
|
精品成人免费自拍视频
|
在线观看mv免费视频网站
|
日韩av无码一区二区三区不卡
|
成午夜精品一区二区三区
|
2019精品国产品免费观看
|
最近2019好看的中文字幕免费
|
爱爱一级|
久久精品在线视频
|
国内精品自产拍在线观看
|
日本成人一级
|
亚洲精品视频在线看
|
国产在线一区二区三区在线
|
国产人妻久久精品二区三区特黄
|
国产91免费在线观看
|
中文字幕无线码中文字幕免费
|
久久99亚洲精品久久久久99
|
在线免费观看www视频
|
成人亚洲网
|
日本 亚洲 欧美
|
免费网址你懂的
|
色综合天天综合给合国产
|
亚瑟天堂久久一区二区影院
|
在线播放国产福利视频
|
亚洲黑人巨大videos
|
综合色在线观看
|
奶茶视频在线
|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

