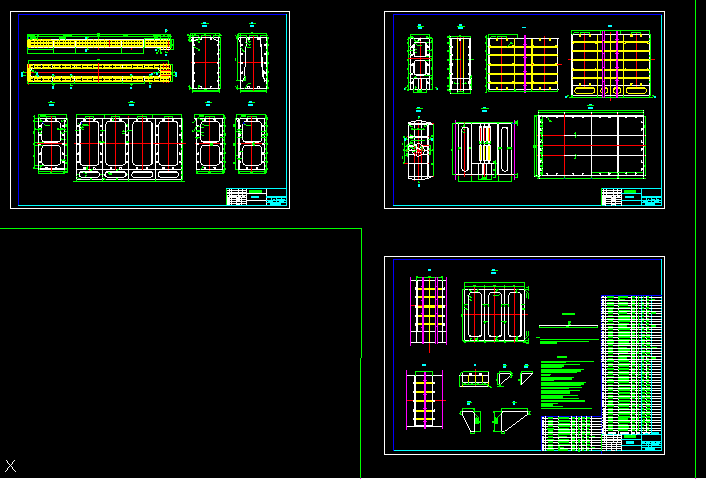
200t²łķTĄ§╚ßąįų¦═╚ÖC(j©®)ąĄłD╝ł
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- šf├„
1.ų„┴║Ą─╔Ž╣░┐╔ęįŽ¹│²ų„┴║ūįųžę²ŲĄ─Ž┬?li©ón)ŽŻ¼▓ó╩╣╔ŽŽ┬ąĪ▄ćį┌ų„┴║╔Ž╣żū„Ģr(sh©¬)ų„┴║Ą─┐vŽ“▌SŠĆ┤¾ų┬ĮėĮ³╦«ŲĮĪŻ
2.├┐Ė∙ų„┴║Ą─╔Ž╣░Ū·ŠĆ░┤Č■┤╬Æü╬’ŠĆ▀M(j©¼n)ąąįO(sh©©)ų├ĪŻČ■┤╬Æü╬’ŠĆį┌┐ńųąĄ─ūŅ┤¾ųĄ×ķ100.2mmĪŻ
3.Č■Ė∙ų„┴║Ą─╔Ž╣░Č╚æ¬(y©®ng)ę╗ų┬ĪŻ
╝╝ąg(sh©┤)Śl╝■
1.╩ų╣ż║ĖŚl┼Ų╠¢(h©żo)▀xė├E4315 Ż©GB5117Ż®Ż¼║ĖŚl║µ╚█£žČ╚║═Ģr(sh©¬)ķg░┤║ĖŚl╔·«a(ch©Żn)ÅS Ą─«a(ch©Żn)ŲĘšf├„Ģ°▀M(j©¼n)ąąŻ¼
ūįäė(d©░ng)║Ė▀xė├ąį─▄▓╗Ą═ė┌H08MNAĄ─ūįäė(d©░ng)║ĖĮzĪŻ
2.õō░ÕŻ©░³└©Ų┤║Ė│╔Ą─õō░ÕŻ®║ĖĮėŪ░Š²ĒÜąŻŲĮš¹ą╬Ż¼ŲõŲĮų▒Č╚ę¬Ū¾:├┐├ū
▓╗┤¾ė┌2mmŻ¼╚½ķL▓╗┤¾ė┌ķLČ╚Ą─1/1500ĪŻ
3.║ĖĮė╣żū„æ¬(y©®ng)į┌Ų┤čbÖz“×(y©żn)║ŽĖ±║¾▀M(j©¼n)ąąĪŻ
4.║ĖĮėŪ░æ¬(y©®ng)Öz▓ķ║═ą▐š²Č©╬╗║Ė³c(di©Żn)Ż¼ŪÕ│²║Ė┐p╬╗ų├ĖĮĮ³Ą─ĶFõPĪóė═╬█ĪóĘe╦«Ą╚ĪŻ
5.«ö(d©Īng)▀M(j©¼n)ąąČÓīė║ĖĮėĢr(sh©¬)Ż¼į┌║ĖĮė├┐īė║Ė┐pų«Ū░Ż¼æ¬(y©®ng)ī”(du©¼)Ū░ę╗īė║Ė┐p▀M(j©¼n)ąąÖz▓ķŻ¼
╚ń░l(f©Ī)¼F(xi©żn)ėąŖAį³ĪóÜŌ┐ū║═┴č╝yĢr(sh©¬)Ż¼æ¬(y©®ng)īó╚▒Ž▌▓┐Ęų│²ā¶į┘▀M(j©¼n)ąą╩®║ĖĪŻ
6.║Ė┐p┘|(zh©¼)┴┐╝░Öz“×(y©żn):
Ż©1Ż®║Ė┐p┘|(zh©¼)┴┐
ī”(du©¼)Įė║Ė┐p┘|(zh©¼)┴┐æ¬(y©®ng)Ę¹║ŽJB/ZQ4000.3ųąĄ─Bs╝ē(j©¬)Ą─ęÄ(gu©®)Č©ĪŻ
ĮŪ║Ė┐p┘|(zh©¼)┴┐æ¬(y©®ng)Ę¹║ŽJB/ZQ4000.3ųąĄ─Bs╝ē(j©¬)Ą─ęÄ(gu©®)Č©ĪŻ
Ż©2Ż®║Ė┐p┘|(zh©¼)┴┐Ą─Öz▓ķ
a.ī”(du©¼)Įė║Ė┐pąĶ▀M(j©¼n)ąą100Żź│¼┬Ģ▓©Öz▓ķŻ¼į┘╝ė║Ė┐p┐éķLĄ─5Żź▀M(j©¼n)ąąX╔õŠĆ╠Įé¹ĪŻ
b.ųžę¬Ą─ĮŪ║Ė┐pŻ©╚ńõō╠ū╦─ų▄Ą─ĮŪ║Ė┐pĄ╚Ż®ąĶ▀M(j©¼n)ąą100Żź│¼┬Ģ▓©Öz▓ķĪŻ
c.ųžę¬Ą─ĮŪ║Ė┐pŻ¼æ¬(y©®ng)▀M(j©¼n)ąąūą╝Ü(x©¼)═Ōė^Öz▓ķŻ¼▓ó│ķ▓ķķLČ╚Ą─5Ī½10Żźū„
ų°╔½╠Įé¹╗“┤┼Ę█╠Įé¹ĪŻ╚▒Ž▌Ą╚╝ē(j©¬)▓╗┤¾ė┌ZB04005╗“ZBJ04006ęÄ(gu©®)Č©Ą─
ó±╝ē(j©¬)ę¬Ū¾Ż¼┤┼Ę█╠Įé¹╠Äė├ĮŪŽÓ╔░▌å┤“─źĪŻ
d.║Ė┐p│¼┬Ģ▓©╠Įé¹Ą─ś╦(bi©Īo)£╩(zh©│n)▓╔ė├GB11345-89 Bó¾╝ē(j©¬)║ŽĖ±Ż¼║Ė┐pĄ─
X╔õŠĆ╠Įé¹ś╦(bi©Īo)£╩(zh©│n)▓╔ė├GB3323-87 ó“╝ē(j©¬)║ŽĖ±ĪŻ
e.▀B└m(x©┤)ča(b©│)║Ė3┤╬ęį╔ŽĄ─║Ė┐pŻ¼▒žĒÜųžą┬?li©ón)Q░ÕĪŻ
f.ī”(du©¼)╩«ūųą╬║═Tūųą╬ī”(du©¼)Įė║Ė┐pŻ¼ę╗░Ń│ķ╚Ī50%▀M(j©¼n)ąą┼─Ų¼Öz▓ķĪŻ
Ż©3Ż®ė├æ¶╝░▒O(ji©Īn)įņėąÖÓ(qu©ón)ųĖČ©┼─Ų¼▓┐╬╗ĪŻ
Ż©4Ż®╦∙ėąųžę¬║Ė┐pĄ─║ĖĮė╣żū„Ż¼▒žĒÜė╔┐╝įć║ŽĖ±Ą─║Ė╣żæ{ūC╔ŽŹÅĪŻ
7.║Ė┐pį┌łDųą╬┤ūó├„×ķķgöÓ║Ėš▀╚½▓┐▓╔ė├▀B└m(x©┤)║ĖŻ¼║Ė┐pĖ▀Č╚╬┤ūó├„š▀Ż¼ī”(du©¼)ė┌å╬├µ
ĮŪ║Ė┐pŲõĖ▀Č╚▓╗Ą├ąĪė┌▒╗║ĖĮė╝■ųąĄ─ūŅąĪ░Õ║±Ż¼ļp├µĮŪ║Ė┐pŲõĖ▀Č╚▓╗Ą├ąĪė┌▒╗
║ĖĮė╝■ųąūŅąĪ░Õ║±Ą─0.7▒ČĪŻ
8.ĮŅ░Õė÷║Ė┐pŪąĮŪ R25
9.│²õPŻ¼╦óĘ└õPĄūŲßā╔Č╚Ż¼╔½├µŲßā╔Č╚ĪŻ
10.ś╦(bi©Īo)Ņ}Ö┌ā╚(n©©i)├¹ĘQĒŚ(xi©żng)ųąĄ─│▀┤ńāHū„╣└╦Ńśŗ(g©░u)╝■ųž┴┐ų«ė├Ż¼£╩(zh©│n)┤_┬õ┴Ž│▀┤ń║═öĄ(sh©┤)┴┐æ¬(y©®ng)ęįĘ┼śė║¾×ķ£╩(zh©│n)ĪŻ
...
 ¤ßķTĻP(gu©Īn)µIį~Ż║
¤ßķTĻP(gu©Īn)µIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)

