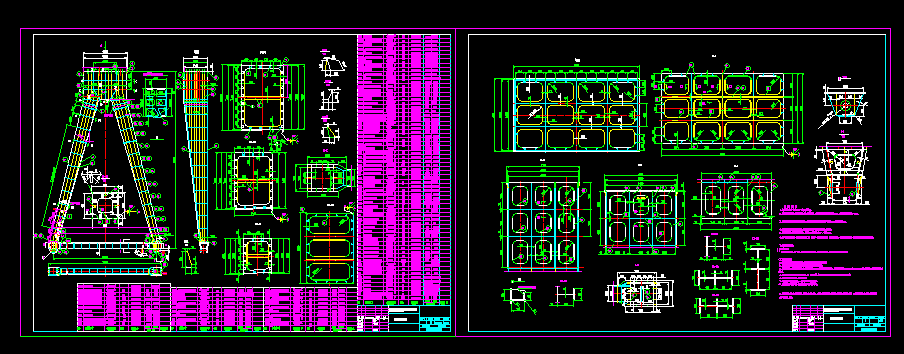
100t-63m²łķTĄ§äéąįų¦═╚ÖCąĄłD╝ł
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ągę¬Ū¾
1Īó║ĖĮė▓╔ė├507Ż©E5015Ż®Ą═ÜõŌc╠╝õō║ĖŚlĪŻ
2.Īóõō░ÕŻ©░³└©Ų┤║Ė│╔Ą─õō░ÕŻ®║ĖĮėŪ░Š∙ĒÜąŻŲĮš¹ą╬Ż¼ŲõŲĮų▒Č╚ę¬Ū¾├┐├ū▓╗Ą├┤¾ė┌
3Īó║ĖĮė╣żū„æ¬į┌Ų┤čbÖz“×║ŽĖ±║¾▀MąąĪŻ
4Īó║ĖĮėŪ░æ¬Öz▓ķ║═ą▐š²Č©╬╗║Ė³cŻ¼ŪÕ│²║Ė┐p╬╗ų├ĖĮĮ³Ą─ĶFõPĪóė═╬█ĪóĘe╦«Ą╚ĪŻ
5Īó╦∙ėą═Ō░Õ║Ė┐p▓╔ė├╚½║Ė═ĖĘ©║ĖĮėŻ¼Š▀¾wŲ┬┐┌ą╬╩Į×ķå╬├µ
6Īó«ö▀MąąČÓīė║ĖĮėĢrŻ¼į┌║ĖĮė├┐īė║Ė┐pų«Ū░Ż¼æ¬ī”├┐ę╗īė║Ė┐p▀MąąÖz▓ķŻ¼╚ń░l¼FėąŖAį³ĪóÜŌ┐ū║═┴č╝yĄ╚╚▒Ž▌Ż¼æ¬ī”╚▒Ž▌▓┐Ęų│²ā¶į┘▀Mąą╩®║ĖĪŻ
7Īó║Ė┐p┘|┴┐╝░Öz“ׯ║
Ż©1Ż®║Ė┐p┘|┴┐
ī”Įė║Ė┐p┘|┴┐æ¬Ę¹║ŽJB/ZQ4000.3ųąĄ─BS╝ēĄ─ęÄČ©Ż¼ĮŪ║Ė┐p┘|┴┐æ¬Ę¹║ŽJB4000.3ųąĄ─BK╝ēĄ─ęÄČ©ĪŻ
Ż©2Ż®║Ė┐p┘|┴┐Ą─Öz▓ķ
aĪóī”Įė║Ė┐pąĶ▀Mąą100%│¼┬Ģ▓©Öz▓ķŻ¼į┘╝ė║Ė┐p┐éķLĄ─5%▀MąąX╔õŠĆ╠Įé¹ĪŻ
bĪóųžę¬Ą─ĮŪ║Ė┐pŻ©╚ńõō╠ū╦─ų▄Ą─ĮŪ║Ė┐pĄ╚Ż®ąĶ▀Mąą100%│¼┬Ģ▓©Öz▓ķĪŻ
cĪóųžę¬Ą─ĮŪ║Ė┐pŻ¼æ¬▀Mąąūą╝Ü═Ōė^Öz▓ķŻ¼▓ó│ķ▓ķķLČ╚Ą─5-10%ū„ų°╔½╠Įé¹╗“┤┼Ę█╠Įé¹ĪŻ╚▒Ž▌Ą╚╝ē▓╗┤¾ė┌ZB04005╗“ZBJ04006ęÄČ©Ą─I╝ēę¬Ū¾Ż¼┤┼Ę█╠Įé¹ė├ĮŪŽÓ╔░▌å┤“─źĪŻ
dĪó║Ė┐p│¼┬Ģ▓©╠Įé¹Ą─ś╦£╩▓╔ė├GB11345-89 BIII╝ē║ŽĖ±Ż¼║Ė┐pĄ─X╔õŠĆ╠Įé¹ś╦£╩▓╔ė├GB3323-87 II╝ē║ŽĖ±ĪŻ
eĪó▀B└mča║Ė3┤╬ęį╔ŽĄ─║Ė┐pŻ¼▒žĒÜųžą┬ōQ░ÕĪŻ
fĪóī”╩«ūųą╬║═Tūųą╬ī”Įė║Ė┐pŻ¼ę╗░Ń│ķ╚Ī50%▀Mąą┼─Ų¼Öz▓ķĪŻ
Ż©3Ż®╦∙ėąųžę¬║Ė┐pĄ─║ĖĮė╣żū„Ż¼▒žĒÜė╔┐╝įć║ŽĖ±Ą─║Ė╣żæ{ūC╔ŽŹÅĪŻ
8Īó║Ė┐p│²ĮŪõō═Ō╚½▓┐▓╔ė├▀B└m║ĖŻ¼║Ė┐pĖ▀Č╚╬┤ūó├„š▀Ż¼ī”ė┌å╬├µĮŪ║Ė┐pŲõĖ▀Č╚▓╗Ą├ąĪė┌▒╗║ĖĮė╝■Ą─ūŅąĪ░Õ║±Ż¼ļp├µĮŪ║Ė┐pŲõĖ▀Č╚▓╗Ą├ąĪė┌▒╗║ĖĮėųąūŅąĪ░Õ║±Ą─0.7▒Č ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


